LWI V Flexx Unixx III


LWI V Flexx Unixx III
레이저 작업 상점이 대비해야 하는 모든 유형의 작업영역을 위해서 본 기기가 개발되었습니다. 수천 개의 소형 파이프를 용접해야 하든 3톤의 금형을 오늘 절단해서 내일 납품해야 하든지 상관없이 UNIxX III는 고정밀로 어떤 작업이든지 완수해낼 것입니다.
제공된 많은 소프트웨어 도구가 신속하고 정밀도가 높은 처리를 보장합니다.
X 축은 700 mm, Y 축은 400 mm의 범위를 가지기 때문에 위치를 변경할 필요 없이 큰 부품을 처리할 수 있습니다.
앞서 UNIXX에서 언급되었듯이, 작업대에서 최대 300 kg 무게까지 소형 작업물을 처리할 수 있고 작업 위치는 그에 따라서 축을 중심으로 회전하게 됩니다.
작업대의 위치와 높이는 일반 사무실 의자의 수준에 맞도록 디자인되었기 때문에 앉아서 인체공학적으로 작업할 수 있으며 다리를 위한 공간은 충분히 마련되어 있습니다. 견고한 작업대는 자세에 좋은 각도로 기울어져 있기 때문에 주변에 장애물이 없습니다.
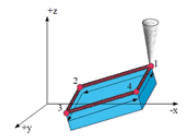
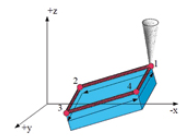
매우 큰 작업물일 경우, 작업대는 옆으로 회전하기 때문에 지게차로 레이저 아래에 해당 구성품을 놓을 수 있습니다. 확장된 길이 범위로 해당 부분에 접근해서 빠르게 수리할 수 있습니다.
헤드에는 브래킷이 장착되어 있어서 레이저가 회전할 수 있으며 모서리와 각진 부분에 용접할 수 있습니다.





























Specification
| Technical Data | LWI V Nd:YAG 120 W |
|---|---|
| 레이저 안전 등급 | 4 |
| 빔 소스 | Nd:YAG, flashlamp, pulsed |
| 파장 | 1064 nm |
| 최대 펄스 에너지 | 70 줄 |
| 최대 피크 파워 | 17 kW |
| 최대 평균 파워 | 120 W |
| 에너지 조절 모드 | 전압 또는 PWM 모드 |
| 전압 | 160-500V |
| 펄스폭 | 1-20 ms |
| 펄스 주파수 | 1-20 hz |
| 펄스 필(pulse fill) | 10 - 100 % |
| PWM 모드 | 1 - 100 % |
| 초점거리 | 190 mm |
| 빔 직경 | 200 µm - 2mm, 진동 빔-확장기 |
| 현미경 | 라이카(Leica) 쌍안, 접안렌즈 배율 20x |
| 작업장 조명 | 듀얼 LED 냉광, 교환 가능 |
| 변수 설정치 메모리 | 50가지 설정항목, 개별 명칭 부여 |
| 에너지 측정 시스템 | 통합됨 |
| 제어기 | 다중 제어기 시스템, 자가 진단 시스템, 유지보수 및 상태 메시지용 평문 |
| 인터페이스 | RS232, CAN-Bus |
| 보호 가스 공급기 | 구부림 가능 노즐, 조절 가능 가스 지연 |
| 냉각 장치 | 통합됨, 폐쇄됨, 수/공 열 교환기, 온조 조절 팬 |
| 냉각 옵션 | 외부 냉각기 선택 가능, 통합된 우회 제어기 |
| 전기 공급 | 3 상, 400V /50 hz |
| 전원 소비 | 4 kW |
| dimensions |
| Technical Data | LWI V Nd:YAG 150 W |
|---|---|
| 레이저 안전 등급 | 4 |
| 빔 소스 | Nd:YAG, flashlamp, pulsed |
| 파장 | 1064 nm |
| 최대 펄스 에너지 | 70 joule |
| 최대 피크 파워 | 17 kW |
| 최대 평균 파워 | 150 W |
| 에너지 조절 모드 | 전압 또는 PWM 모드 |
| 전압 | 160-500V |
| 펄스폭 | 1-20 ms |
| 펄스 주파수 | 1-20 hz |
| 펄스 필(pulse fill) | 10 - 100 % |
| PWM 모드 | 1 - 100 % |
| 초점거리 | 190 mm |
| 빔 직경 | 200 µm - 2mm, 진동 빔-확장기 |
| 현미경 | 라이카(Leica) 쌍안, 접안렌즈 배율 20x |
| 작업장 조명 | 듀얼 LED 냉광, 교환 가능 |
| 변수 설정치 메모리 | 50가지 설정항목, 개별 명칭 부여 |
| 에너지 측정 시스템 | 통합됨 |
| 제어기 | 다중 제어기 시스템, 자가 진단 시스템, 유지보수 및 상태 메시지용 평문 |
| 인터페이스 | RS232, CAN-Bus |
| 보호 가스 공급기 | 구부림 가능 노즐, 조절 가능 가스 지연 |
| 냉각 장치 | 통합됨, 폐쇄됨, 수/공 열 교환기, 온조 조절 팬 |
| 냉각 옵션 | 외부 냉각기 선택 가능, 통합된 우회 제어기 |
| 전기 공급 | 3 상, 400V /50 hz |
| 전원 소비 | 4 kW |
| dimensions |
| Technical Data | LWI V Nd:YAG 200 W |
|---|---|
| 레이저 안전 등급 | 4 |
| 빔 소스 | Nd:YAG, flashlamp, pulsed |
| 파장 | 1064 nm |
| 최대 펄스 에너지 | 70 줄 |
| 최대 피크 파워 | 17 kW |
| 최대 평균 파워 | 200 W |
| 에너지 조절 모드 | 전압 또는 PWM 모드 |
| 전압 | 200-500V |
| 펄스폭 | 1-30 ms |
| 펄스 주파수 | 1-30 hz |
| 펄스 필(pulse fill) | 10 - 100 % |
| PWM 모드 | 1 - 100 % |
| 초점거리 | 190 mm |
| 빔 직경 | 200 µm - 2mm, 진동 빔-확장기 |
| 현미경 | 라이카(Leica) 쌍안, 접안렌즈 배율 20x |
| 작업장 조명 | 듀얼 LED 냉광, 교환 가능 |
| 변수 설정치 메모리 | 50가지 설정항목, 개별 명칭 부여 |
| 에너지 측정 시스템 | 통합됨 |
| 제어기 | 다중 제어기 시스템, 자가 진단 시스템, 유지보수 및 상태 메시지용 평문 |
| 인터페이스 | RS232, CAN-Bus |
| 보호 가스 공급기 | 구부림 가능 노즐, 조절 가능 가스 지연 |
| 냉각 장치 | external, closed, water/water heat-exchanger |
| 냉각 옵션 | external cooler required, integrated bypass-controller |
| 전기 공급 | 3 상, 400V /50 hz |
| 전원 소비 | 4 kW |
| dimensions |
| Technical Data | LWI V Nd:YAG 300 W |
|---|---|
| laser safety class | 4 |
| beam source | Nd:YAG, flashlamp, pulsed |
| wavelength | 1064 nm |
| max. pulse energy | 70 joule |
| max. peak power | 17 kW |
| max. average power | 300 W |
| energy adjustment mode | voltage or PWM mode |
| voltage | 200-700V |
| pulse width | 1-30 ms |
| pulse frequency | 1-30 hz |
| pulse fill | 10 - 100 % |
| PWM mode | 1 - 100 % |
| focal length | 190 mm |
| beam diameter | 200 µm - 2mm, motorized beam-expander |
| microscope | Leica binocular, oculars magnification 20x |
| illumination of workplace | dual LED cold-light, switchable |
| parameter settings memory | 50 settings, individual named |
| energy measurement system | integrated |
| controller | multi-controller-system, self-diagnostic-system, plaintext for maintenance and status messages |
| interface | RS232, CAN-Bus |
| shielding gas supply | flexible nozzle, adjustable gas delay |
| cooling system | integrated, closed, water/air heat-exchanger, temperature controlled fan |
| cooling option | external cooler optional, integrated bypass-controller |
| electrical supply | 3 phases, 400V /50 hz |
| power consumption | 4 kW |
| dimensions |
| Technical Data | LWI V FSS 150 W |
|---|---|
| 레이저 안전 등급 | 4 |
| 빔 소스 | FSS FullSolidState Fibrelaser, Diodes |
| 파장 | 1070 nm |
| 최대 펄스 에너지 | 15 줄 |
| 최대 피크 파워 | 1,5 kW |
| 최대 평균 파워 | 150 W |
| 에너지 조절 모드 | current |
| 전압 | 10 - 100 % |
| 펄스폭 | 0,1 - 50 ms /cw |
| 펄스 주파수 | 1-100 hz |
| 펄스 필(pulse fill) | - |
| PWM 모드 | 1 - 100 % |
| 초점거리 | 190 mm |
| 빔 직경 | 100 µm - 2mm, 진동 빔-확장기 |
| 현미경 | 라이카(Leica) 쌍안, 접안렌즈 배율 20x |
| 작업장 조명 | 듀얼 LED 냉광, 교환 가능 |
| 변수 설정치 메모리 | 50가지 설정항목, 개별 명칭 부여 |
| 에너지 측정 시스템 | 통합됨 |
| 제어기 | 다중 제어기 시스템, 자가 진단 시스템, 유지보수 및 상태 메시지용 평문 |
| 인터페이스 | RS232, CAN-Bus |
| 보호 가스 공급기 | 구부림 가능 노즐, 조절 가능 가스 지연 |
| 냉각 장치 | 통합됨, 폐쇄됨, , 온조 조절 팬 |
| 냉각 옵션 | - |
| 전기 공급 | 1 상, 90-250V, 50/60 hz |
| 전원 소비 | 800 W |
| dimensions |
| Technical Data | LWI V FSS 300 W |
|---|---|
| 레이저 안전 등급 | 4 |
| 빔 소스 | FSS FullSolidState Fibrelaser, Diodes |
| 파장 | 1070 nm |
| 최대 펄스 에너지 | 30 줄 |
| 최대 피크 파워 | 3 kW |
| 최대 평균 파워 | 300 W |
| 에너지 조절 모드 | current |
| 전압 | 10 - 100 % |
| 펄스폭 | 0,1 - 50 ms /cw |
| 펄스 주파수 | 1-100 hz |
| 펄스 필(pulse fill) | - |
| PWM 모드 | 1 - 100 % |
| 초점거리 | 190 mm |
| 빔 직경 | 100 µm - 2mm, 진동 빔-확장기 |
| 현미경 | 라이카(Leica) 쌍안, 접안렌즈 배율 20x |
| 작업장 조명 | 듀얼 LED 냉광, 교환 가능 |
| 변수 설정치 메모리 | 50가지 설정항목, 개별 명칭 부여 |
| 에너지 측정 시스템 | 통합됨 |
| 제어기 | 다중 제어기 시스템, 자가 진단 시스템, 유지보수 및 상태 메시지용 평문 |
| 인터페이스 | RS232, CAN-Bus |
| 보호 가스 공급기 | 구부림 가능 노즐, 조절 가능 가스 지연 |
| 냉각 장치 | 통합됨, 온조 조절 팬 |
| 냉각 옵션 | - |
| 전기 공급 | 1 상, 90-250V, 50/60 hz |
| 전원 소비 | 1,2 kW |
| dimensions |

애퍼처(aperture)와 통합된 작업대
용도성이 높은 고부하 능력의 작업대는 레이저 헤드 아래에서 회전시킬 수 있습니다. 평면으로 가공된 슬롯 프로파일 작업대는 회전시킬 수도 있고 잠금 처리할 수도 있습니다. 지지대와 작업대는 장애물이 없는 관통성을 구현합니다. 이러한 이유로 인해 길이가 긴 작업물을 매끄럽게 용접할 수 있습니다.
개념: 융통성 있는 용도
익스텐션 암(extension arm)이 가진 거대한 트래버스(traverse) 경로 때문에, 작업물을 반복적으로 클램핑(clamping)할 필요 없이 긴 용접 선과 대형 표면을 처리할 수 있고 동시에 레이저 헤드는 구부릴 수 있으며 수동으로 기울어 질 수도 있습니다. 매우 작은 작업물에서 매우 큰 작업물을 처리하는 데 모두 적합합니다.
작동 편리성
인체공학적이면서 유연한 작업 공간: 다리를 위한 공간과 수동으로 조정 가능한 헤드 기울기가 사용자에게 최적의 작업 조건을 제공합니다. 모든 작동 요소는 인체공학적으로 작업 헤드에 가까이 부착되어 있습니다. 모든 변수 설정치를 직접 볼 수 있습니다.

CAN-Step: 지능적 축 제어
축 이동을 정확하게 제어합니다. 세련된 자동적 프로그래밍 기능이 있기 때문에 수동 용접이 확장됩니다. 본인의 작업장에서 직접 하는 터치스크린과 조이스틱 단말기로 독특하며 단순한 제어가 구현됩니다. 완벽한 통합 하드웨어로 인해서 별도의 컴퓨터는 필요 없습니다.

PDS – 펄스 거리 동기화
역동적인 펄스 발생기와 축 이동의 동기화를 통해서 지속적인 펄스 오버랩(pulse overlap)이 구현됩니다. PDS에 의해서 서로 다른 속도에서도 복제가능한 용접 결과물이 보장되고 모든 이동 상황에서 일관성 있고 동일한 용접 접합부도 보장됩니다. 그래서 더 빠른 속도의 작동이 가능합니다.
"티치 인(Teach in)“ 프로그래밍
복잡한 프로그래밍이 없어도 4개 축으로 복잡한 기하학을 다룰 수 있도록 합니다. 소수의 지지점은 제조 중 제품의 윤곽에 미리 부딪힙니다. 이후 사용자는 프로그램된 용접선을 조이스틱을 이용해서 앞뒤로 움직일 수 있고 시작점을 상쇄함으로써 그 위치를 옮길 수도 있습니다.